Automatisierte Montage von Außenspiralsicherungsringen
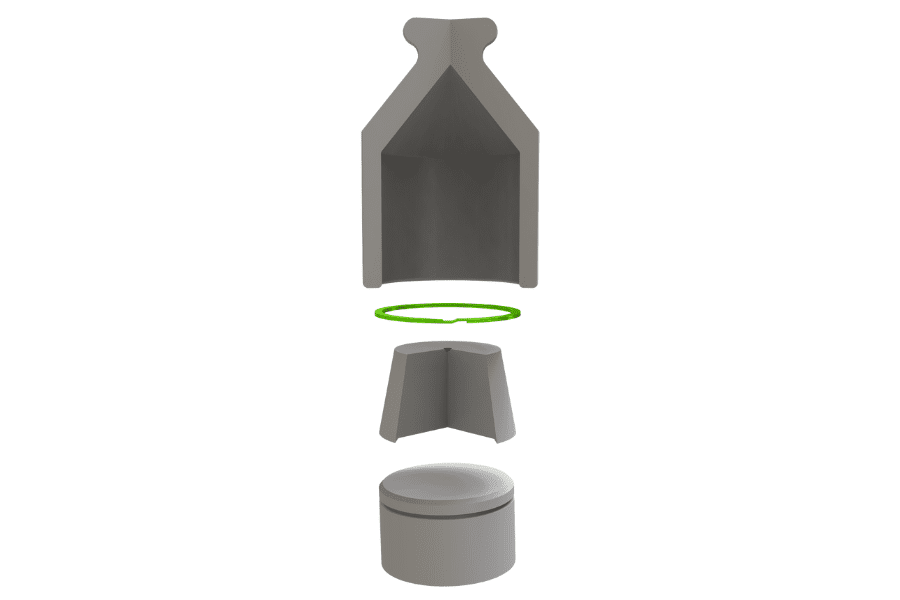
Verwenden Sie einen kegelförmigen Dorn, um den Ring aufzuweiten und in die Nut der Welle einzupassen. (Hinweis: Der Neigungswinkel des Kegels sollte 3-5 Grad betragen.)
Die automatisierte Montage wird im Fertigungsprozess als Instrument zur Kostenreduzierung eingesetzt, das zusätzlich eine höhere Produktionsrate und mehr Qualität durch Repetierbarkeit erzielt.
Vorschubeinrichtungen sollten so konstruiert sein, dass sie mit Ringen betrieben werden können, die den Standardspezifikationen entsprechen. Besonders wichtig ist es, die Geräte so zu konstruieren, dass sie die Helix- und Neigungstoleranzgrenzen für den von Ihnen verwendeten Ringtyp berücksichtigen. Wenn die Anlage auf einen dieser Faktoren anfällig reagiert, ist eine Nachbearbeitung erforderlich, die zusätzliche Kosten verursacht.
Verwenden Sie einen kegelförmigen Dorn, um den Ring aufzuweiten und in die Nut der Welle einzupassen. (Hinweis: Der Neigungswinkel des Kegels sollte 3-5 Grad betragen.)
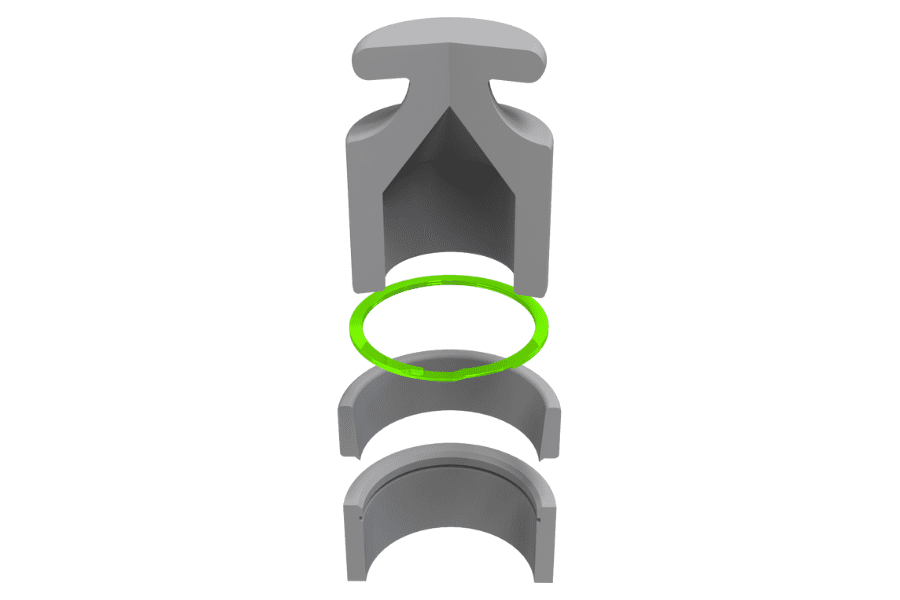
Verwenden Sie ein kegelförmiges Gehäuse, um den Ring zusammenzudrücken und in der Nut des Gehäuses zu befestigen. (Hinweis: Der Neigungswinkel des Kegels sollte 3-5 Grad betragen.)

Diese Methode ist die bevorzugte Methode zur Übergabe eines Außenrings auf einen kegelförmigen Dorn unter Verwendung eines Schlittens mit einer zusätzlichen Aussparung für die Ösen. (Hinweis: Die Stärke der Führungsschiene sollte 80 % der MindestringStärke betragen.)

Diese Methode ist die bevorzugte Methode zur Einführung eines Innenrings in ein kegelförmiges Gehäuse durch Einfügen des Mechanismus zwischen die Ösen. (Hinweis: Die Stärke der Führungsschiene sollte 80 % der MindestringStärke betragen.)
Unsere Leidenschaft gilt der Herstellung der besten Ringe, Federn und Klemmen. Unsere Mission besteht darin, Ihre Arbeit zum Erfolg zu führen. Wir sind für Sie da.